








 分享
分享











品牌: |
盈丰铸钢 |
所在地: |
河北 沧州市 |
起订: |
≥1 吨 |
供货总量: |
1000 吨 |
有效期至: |
长期有效 |
材质: |
铸钢 |
工艺: |
冶炼铸造 |
应用: |
钢构 |
详情介绍
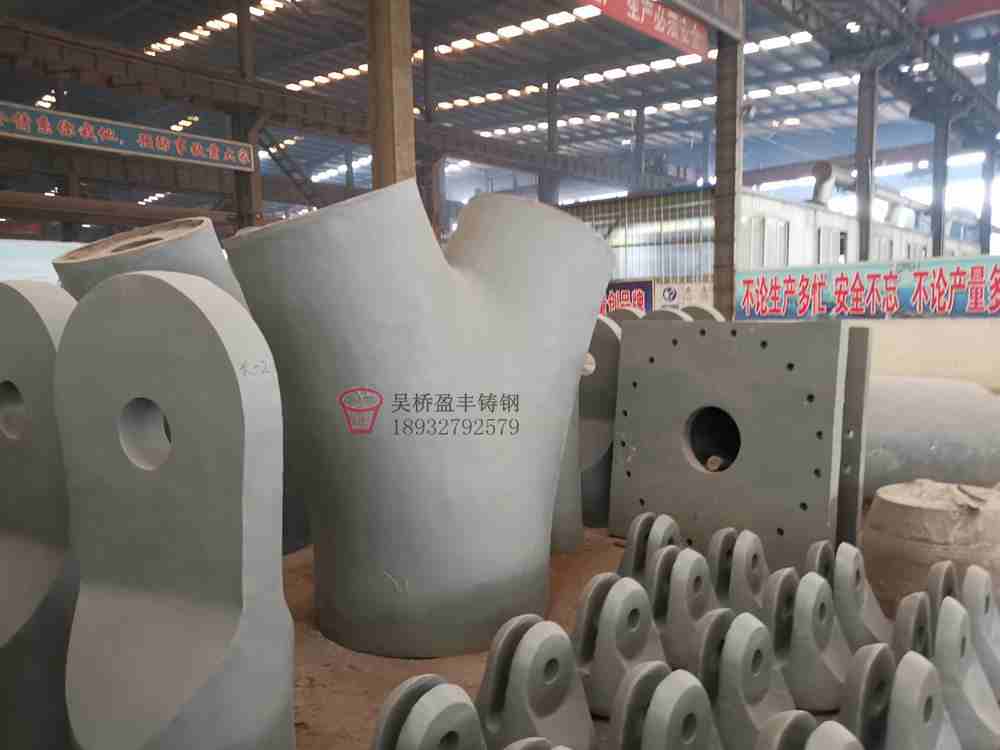
铸钢节点 钢结构节点铸钢件 铸造件 钢铸件大跨度钢结构工程铸钢件
铸钢节点
1 铸钢节点应满足结构受力、铸造工艺、连接构造与施工安装的要求,适用于几何形式复杂、杆件汇交密集、受力集中的部位。铸钢节点与相邻构件可采取焊接、螺纹或销轴等连接方式。
2 铸钢节点应满足承载力极限状态的要求,节点应力应符合下式要求:
节点应力计算公式
式中:σ1、σ2、σ3——计算点处在相邻构件荷载设计值作用下的第一、第二、第三主应力;
4 焊接结构用铸钢节点材料的碳当量及硫、磷含量应符合现行国家标准《焊接结构用铸钢件》GB/T 7659的规定。
5 铸钢节点应根据铸件轮廓尺寸、夹角大小与铸造工艺确定z小壁厚、内圆角半径与外圆角半径。铸钢件壁厚不宜大于150mm,应避免壁厚急剧变化,壁厚变化斜率不宜大于1/5。内部肋板厚度不宜大于外侧壁厚。
6 铸造工艺应保证铸钢节点内部组织致密、均匀,铸钢件宜进行正火或调质热处理,设计文件应注明铸钢件毛皮尺寸的容许偏差。
1 本条为新增条文,铸钢节点主要适用于特殊部位、复杂部位、重点部位,其节点形式多种多样。
2 本条为新增条文,根据铸钢材料的特点,可以采用第四强度理论进行节点极限承载力计算。
3 本条为新增条文,铸钢节点的有限元分析应采用实体单元,径厚比不小于10的部位可采用板壳单元。作用于节点的外荷载和约束力的平衡条件应与设计内力保持一致,并应根据节点的具体情况确定与实际相似的边界条件。
5 根据铸造工艺的特点,提出对铸钢节点外形、壁厚等几何尺寸方面的要求。
6 提出对铸钢节点铸造质量、热处理工艺与容许误差等方面的要求铸钢节点 钢结构节点铸钢件 铸造件 钢铸件大跨度钢结构工程铸钢件
铸钢节点
1 铸钢节点应满足结构受力、铸造工艺、连接构造与施工安装的要求,适用于几何形式复杂、杆件汇交密集、受力集中的部位。铸钢节点与相邻构件可采取焊接、螺纹或销轴等连接方式。
2 铸钢节点应满足承载力极限状态的要求,节点应力应符合下式要求:
节点应力计算公式
式中:σ1、σ2、σ3——计算点处在相邻构件荷载设计值作用下的第一、第二、第三主应力;
βf——强度增大系数。当各主应力均为压应力时,βf=1.2;当各主应力均为拉应力时,βf=1.0,且z大主应力应满足σ1≤1.1f;其他情况时,βf=1.1。

4 焊接结构用铸钢节点材料的碳当量及硫、磷含量应符合现行国家标准《焊接结构用铸钢件》GB/T 7659的规定。
5 铸钢节点应根据铸件轮廓尺寸、夹角大小与铸造工艺确定z小壁厚、内圆角半径与外圆角半径。铸钢件壁厚不宜大于150mm,应避免壁厚急剧变化,壁厚变化斜率不宜大于1/5。内部肋板厚度不宜大于外侧壁厚。
6 铸造工艺应保证铸钢节点内部组织致密、均匀,铸钢件宜进行正火或调质热处理,设计文件应注明铸钢件毛皮尺寸的容许偏差。
1 本条为新增条文,铸钢节点主要适用于特殊部位、复杂部位、重点部位,其节点形式多种多样。
2 本条为新增条文,根据铸钢材料的特点,可以采用第四强度理论进行节点极限承载力计算。
3 本条为新增条文,铸钢节点的有限元分析应采用实体单元,径厚比不小于10的部位可采用板壳单元。作用于节点的外荷载和约束力的平衡条件应与设计内力保持一致,并应根据节点的具体情况确定与实际相似的边界条件。
铸钢节点属于下列情况之一时,宜进行节点试验:设计或建设方认为对结构安全至关重要的节点;8度、9度抗震设防时,对结构安全有重要影响的节点;铸钢件与其他构件采用复杂连接方式的节点。铸钢节点试验可根据需要进行验证性试验或破坏性试验。试件应采用与实际铸钢节点相同的加工制作参数。验证性试验的荷载值不应小于荷载设计值的1.3倍,根据破坏性试验确定的荷载设计值不应大于试验值的1/2。
5 根据铸造工艺的特点,提出对铸钢节点外形、壁厚等几何尺寸方面的要求。
6 提出对铸钢节点铸造质量、热处理工艺与容许误差等方面的要求铸钢节点 钢结构节点铸钢件 铸造件 钢铸件大跨度钢结构工程铸钢件