








 分享
分享










品牌: |
华海 |
所在地: |
河北 沧州市 |
起订: |
≥1 个 |
供货总量: |
10000 个 |
有效期至: |
长期有效 |
详情介绍
端盖不同加工方案的应用范围
一次装夹加工方案适用于刚度较好和具有通孔轴承室的端盖。小型端盖的刚度较好,因此多采用这种加工方法。在大批生产中采用多刀切削,可以显著地提高加工效率。
两次装夹加工方案适用于刚度较差的端盖和具有阶梯形轴承室的端盖。
端盖是在电机的两端支撑电机的转子的,它的要求:
1、止口要与机壳同心4102,精度要好,一般要选1653js7;
2、轴承室的加工要与止口同心,精度在G4上偏差的基础上加2μ,下偏差按IT7;
3、相对跳动可选8级精度;
4、另外对加工前的铸件一定要作时效处理。
使用中主要是拆装时别弄了端盖的关键部位。
端盖电刷片只要有一个环节出差,都会影响电机马达的质量。电刷太高,会碰到压敏电阻;太低会碰到白色的垫圈;(见于转子)太短,它碰不到转子。这样会使转子无法运转;电叉,会使电流不稳;当然更不能弯曲,它会使电流不正常。需要补充说明的是:端盖的电刷片,非常地脆嫩,稍有不慎,就会使电刷产生分叉、弯曲等现象。在两次装夹加工方案中,装夹时用卡爪胀紧轴承室。这时粗车和精车止口、端面与轴承室的内端面。当然,也可用三爪卡盘夹紧工艺搭子的夹持方法。第二次装夹时,把加工好的止口靠牢在止口定位胎具上,并用压板和螺栓轴向压紧。然后,粗车和精车轴承室和外端面。加工轴承室时,采用轴向夹紧可以消除装夹变形,轴承室的圆柱度或圆度和平行度都较好。但由于两次装夹,容易使轴承室与止口的同轴度超差。
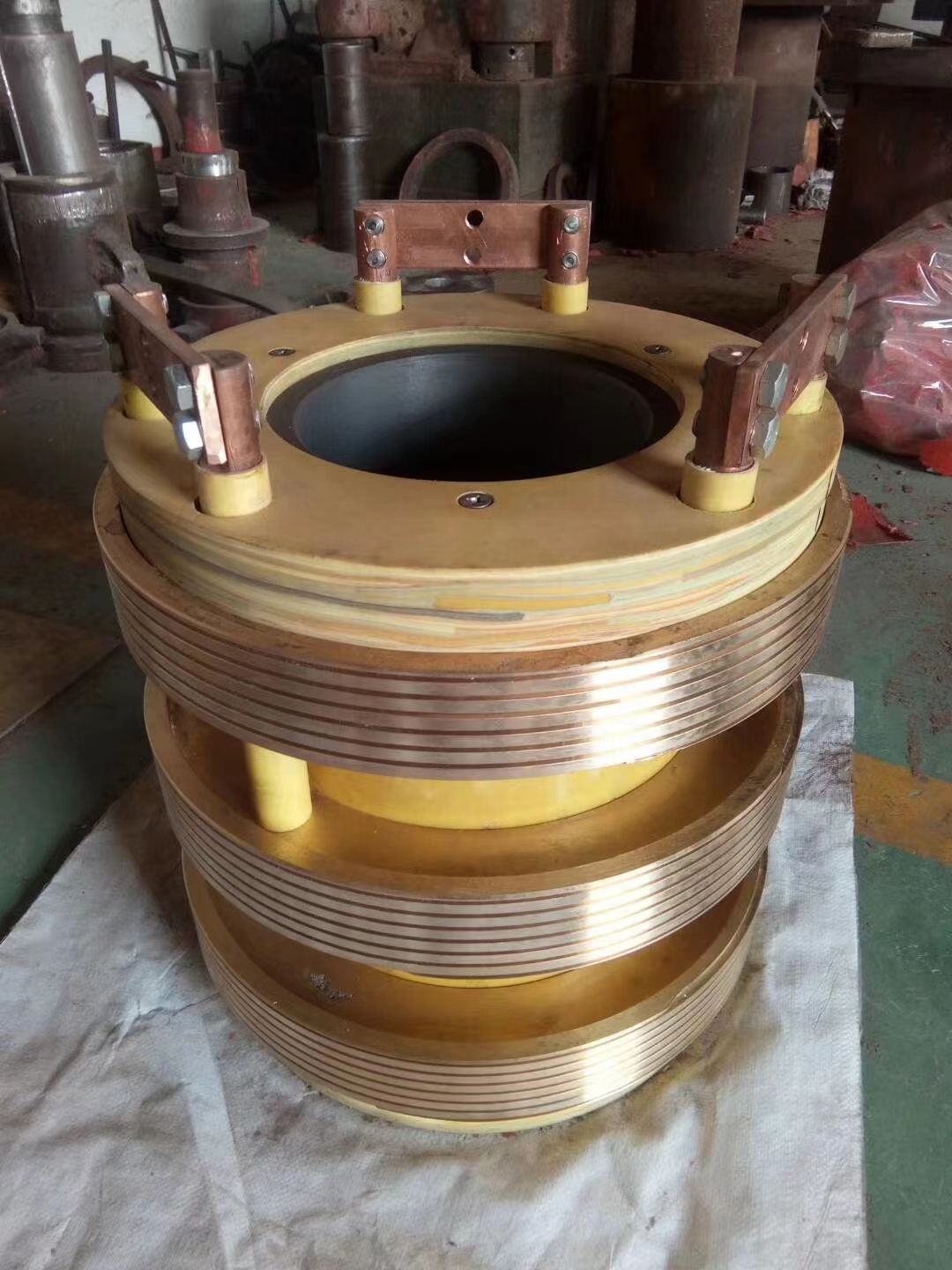
端盖一般是指轴向尺寸大于径向尺寸的电机两端的盖子,主要作用是确定转子的轴的空间位置,当然需要与不同形式的轴承配合,通过端盖连接到固定电机定子的外壳上,保证转子与定子的间隙,一般是铸铁工艺,小电机也可以板材冲压成型。
ABB电机配件包括:风罩,风叶,整流模块,接线端子,接线盒,前后端盖,刹车片,电容,制动线圈,法兰盘等等
ABB电动机前后端盖,是安装在电机等机壳后面的一个后盖,俗称“端盖”,可分为电机端盖,铝端盖这都是我们公司畅销的产品。端盖是好是坏,直接影响到电机马达的质量,因此,我们先要了解一下,什么叫做一个端盖的好坏的标准。一个好的端盖,主要是来自它的电刷片,它的作用是带动转子的转动,这部分是最关键的部分,那我们该怎样来衡量它的好坏呢?
它主要有以下几个标准:
1、不高。
2、不低。
3、不短。
4、不叉。
5、不弯。
6、不曲。
为什么要有这几个标准呢?
因为电刷片只要有一个环节出差,都会影响电机马达的质量。电刷太高,会碰到压敏电阻;太低会碰到白色的垫圈;(见于转子)太短,它碰不到转子,这样会使转子无法运转;电刷分叉,会使电流不稳;当然更不能弯曲,它会使电流不正常。需要补充说明的是:端盖的电刷片,非常地脆嫩,稍有不慎,就会使电刷产生分叉、弯曲等现象。优质品牌,您不二的选择!
