




 分享
分享







品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
300 件 |
有效期至: |
2022-05-21 [已过期] |
材质: |
HT250-350 |
硬度: |
HB170-240 |
精度: |
0-3级 |
详情介绍
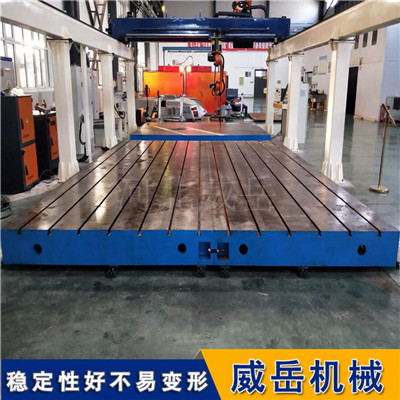
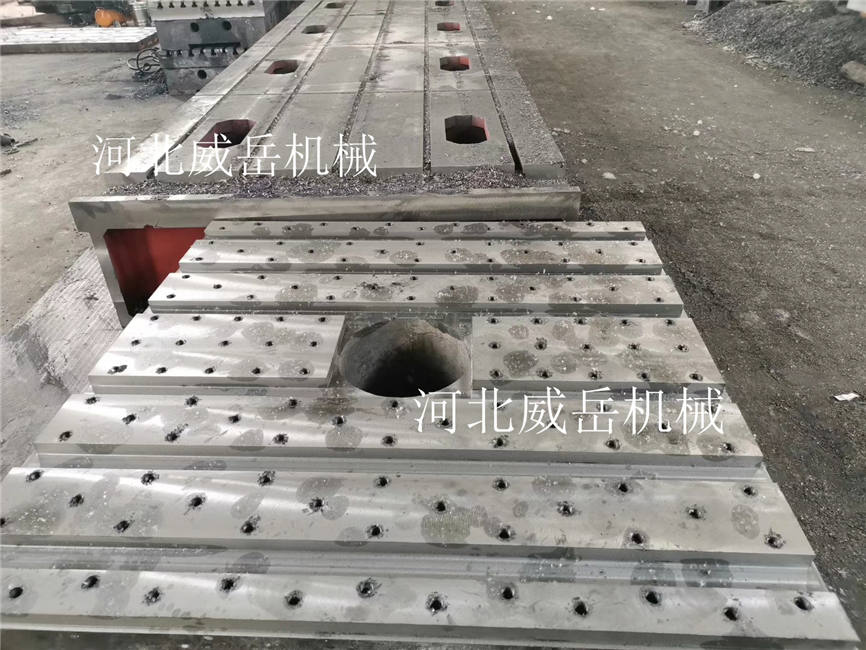
为什么铸铁划线平台要进行热处理呢?根据小编所了解,铸铁划线平台铸件的热处理主要是为了消除内应力,稳定尺寸,消除白色结构,改善铸铁铸铁划线平台铸件的表面性能,具体表现在哪些方面呢?
1、铸铁划线平台的消除应力退火:铸铁划线平台在铸造冷却过程中,由于各部件的冷却速度不同,容易产生应力,可能导致铸铁板铸件翘曲和开裂,因此为了保证尺寸稳定,防 止变形和开裂,一些复杂形状的铸件,如床身,气缸体,气缸盖等,需要消除内应力退火,通常情况下,其加热范围为500~550℃,保温时间为2~8 h,然后炉冷却,采用这种新工艺可以消除铸铁板材铸件的应力90~95百分之 ,但铸铁组不会改变,如果温度超过550℃或保温时间过长,会造成石墨化,降低铸铁板件铸件的强度和硬度。
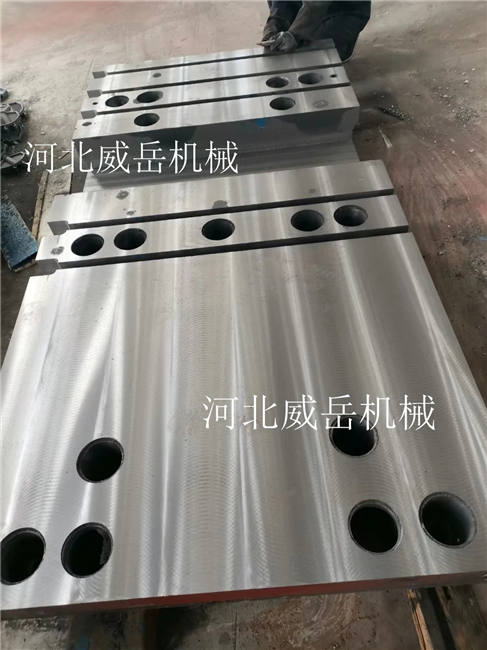
2、消除铸铁划线平台铸造白色,降低退火硬度:消除铸铁板铸件的白色退火也称为高温石墨化退火,在铸铁板铸件的表层和薄壁部分,冷凝过程中冷却速度较快,容易产生白色凹槽,铸铁板铸件的硬度和脆性增加,导致切削困难容易剥皮,因此,需要通过退火方法消除白色凹槽,其退火温度范围为550-950℃保温2~5 h,然后炉冷却空气冷却至500-550℃再释放,在高温绝缘过程中,共晶渗碳体和共晶渗碳体分解成石墨和A,二次渗碳体和共析渗碳体也会分解,并在随后的冷保护过程中发生石墨化,由于渗碳体的分解,硬度降低,切削性提高。
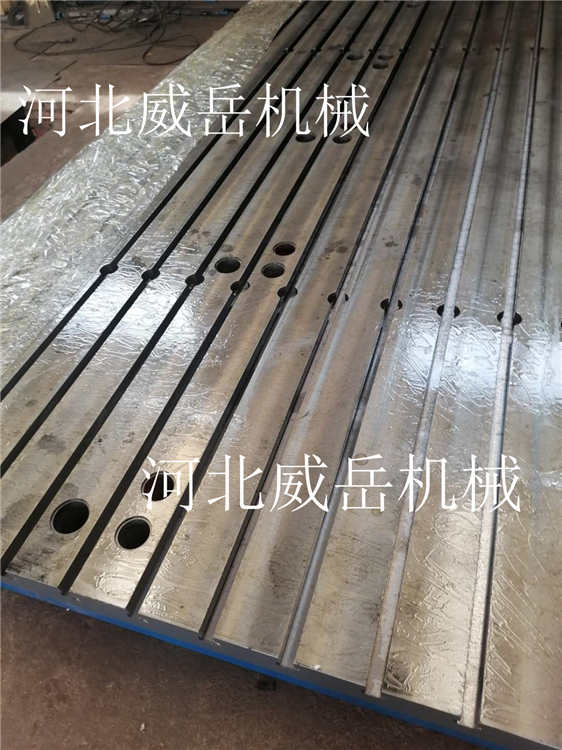
大家都知道铸铁划线平台的平面度等级可分为0级、1级、2级、3级,关于铸铁划线平台的高平面度是如何达到的,相信大家心里都有一个问号,下面我为大家解析一下。
通过刮削过程获得铸铁划线平台的平面度。刮削铸铁划线平台是在机床制造和维修中完成各种型材的重要方法(例如机床导向表面、连接表面、轴承衬套、与球面等)。大连铸铁平 台的刮削过程用刮刀刮掉处理过的工件表面的痕量金属,以提 高表面形状的准确性。 通过表面之间的接触改善了夹紧工作。
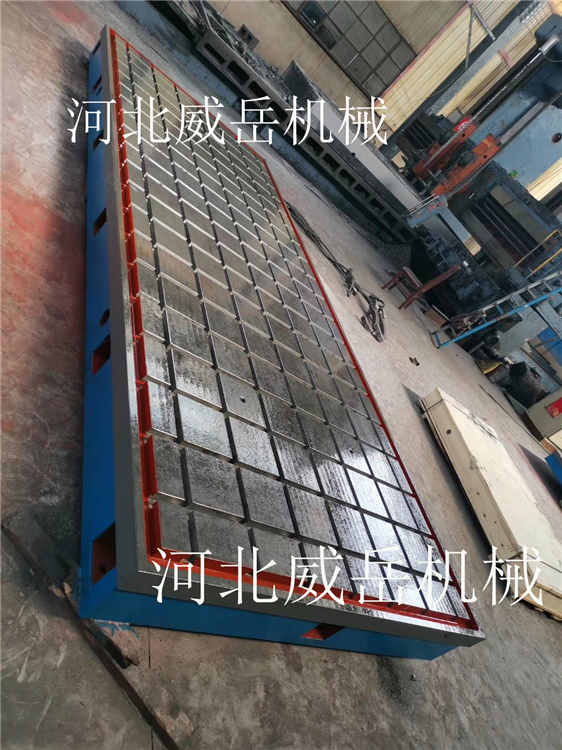
铸铁划线平台刮削通常由钳工的手持刮刀操作,具有平面和弯曲刮削(见图)。刮刀通常由碳素I具钢或轴承钢制成。后端配有木制手柄,刀片部分硬化至硬度约为HRC60,切削刃磨削。切割工件的表面,刮削余量为0.05至0.4mm。检查板的平面刮削操作分为两种类型:推动刀片和拉拔刀片。推力主要依靠臂力和踝部的推力,切割力大,适用于大面积粗刮和半细刮。拉动行程仅依靠臂力加压和拉回,切割力小,但刮削长度易于控制,适合细刮和刮擦。当刮擦表面时,弯曲的刀片由腕力控制,并且侧边沿着工件表面刮擦。