





 分享
分享







品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
500 件 |
有效期至: |
长期有效 |
材质: |
HT250-350 |
硬度: |
HB170-240 |
精度: |
0-3级 |
详情介绍
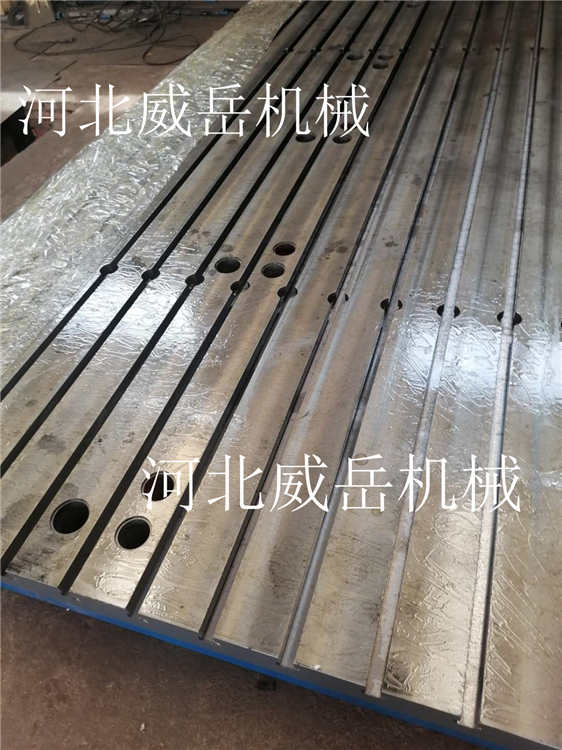
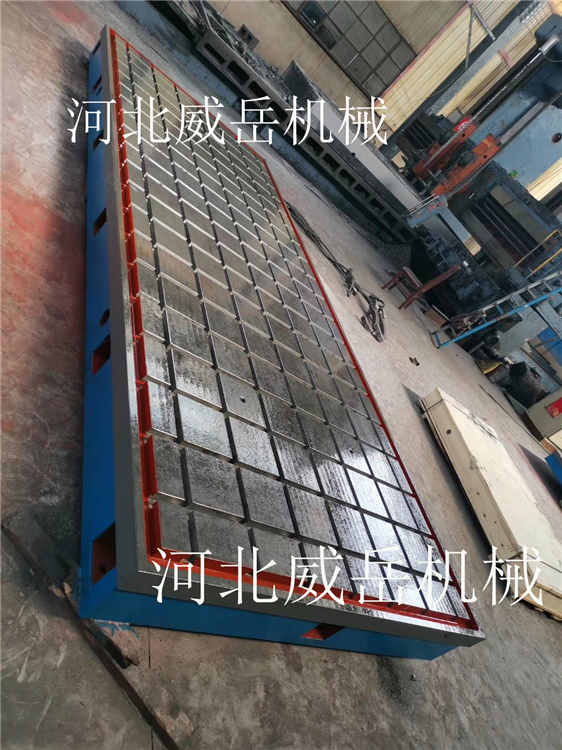
铸铁T型槽试验平台采用 高强度灰口铸铁HT200-250,工作台面硬度为HB170-240,铸件经过两次人工退火600℃-700℃或自然时效2-3年,完全去除内应力,精度稳定,耐磨性能好。不放过每一个小细节,才能铸造出高性能,高标准,高质量的铸铁T型槽平台。
铸铁T型槽试验平台的技术要求:

1,铸铁平板制造执行标准:GB4986-85标准与JB/T7974-1999标准。
2,铸铁平台铸件采用水泥砂铸造,材质为HT250,材质严格按GB9439-2010规定制作;铸件尺寸公差按GB6414-1999标准执行。
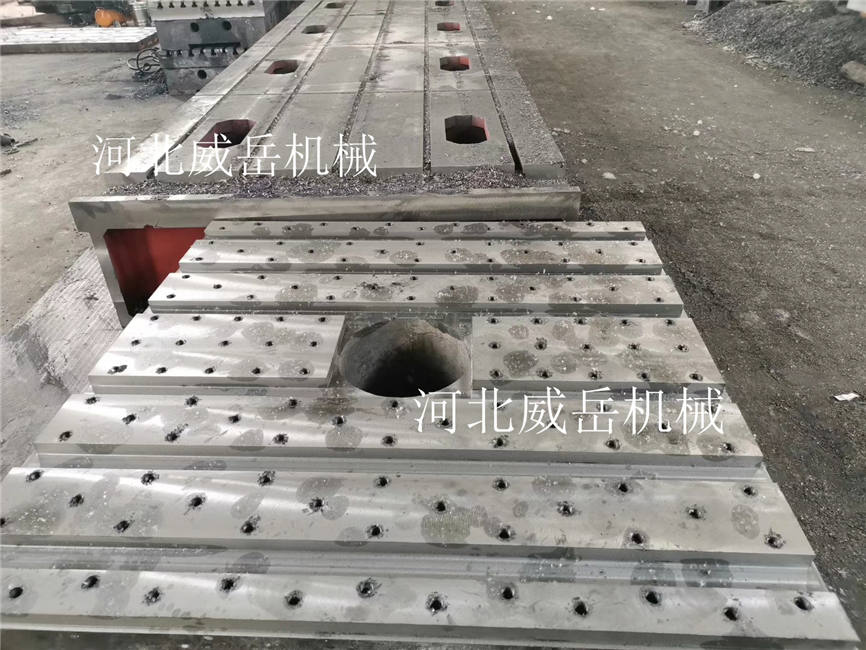
3,铸铁平板上设有T型槽,按图纸要求制作,安装时出口可放入T型固定螺栓。T型槽按GB158-1996标准执行。
4,铸铁平板的安装布置方式及位置严格按土建图施工,整体平面安装后上平面与地坪齐平(±0.000)。
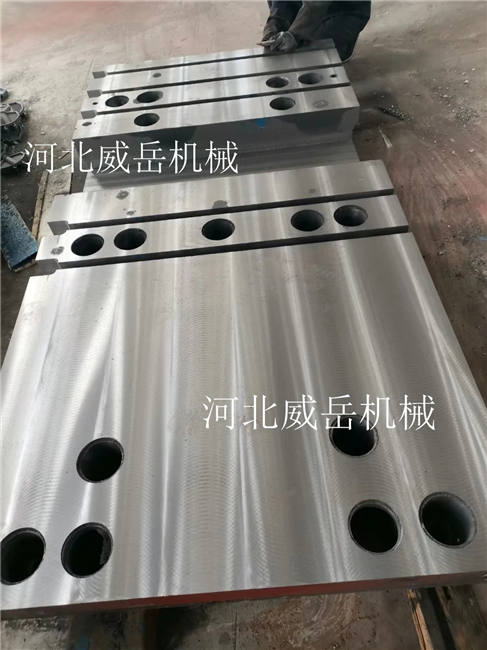
5,铸铁平板工作面加工与T型槽粗糙度Ra≤3.2,其它加工面Ra6.3,执行标准GB1031-2009;铸铁平板上平面度误差与垂直度误差 满足图纸要求。
6,工作表面硬度为HB180-240,抗拉强度≥220.Mpa,时效处理。
7,采用先进铸造工艺,严格控制铸件五大元素的成份及含量,铸件表面平整无裂纹、无缩孔、无夹灰渣。表面缺陷按照国家标准处理。
8,在铸造过程中保证两次回火处理。一:在铸件毛坯检验合格后回火处理,消除铸造应力。二:在毛坯粗加工完成后进行回火处理,消除机加工破坏铸件平衡态所产生的应力。
9,铸铁平板的加工成品尺寸按GB2822-2005标准执行,精度计量检定规程按JJG117-2005标准和形位公差按8级GB1182-1184-1996标准执行。
10, 铸铁平板加工表面做防锈油刷涂,铸件外表面不加工须批腻、磨光,地锚器凹面处涂防锈漆;表面平整光亮。铸件内表面均需涂防锈漆;
11, 平板的工作面与侧面及相邻两侧面的垂直度公差为0.1mm,
12, 平板具有足够的强度及承载能力,其承载力≥300KV/㎡.
13, 主要配置:地铆器及相应配件
14, 铸铁平台主要技术参数和要求:试验平台单块加工后保证图纸要求的精度,拼接后达到使用要求;所有工件在本厂铸造加工。
铸铁T型槽试验平台的优势:
一. 耐潮,耐腐蚀、不用涂油、不生锈、不褪色。
二. 温度系数 低,基本不受温度影响。
三. 几乎不用保养,能迅速容易地清洁/擦拭,精度稳定性好。
四. 一律是 坚硬的面。
五. 光滑的“轴承”面,不着土,耐磨,无磁性。
铸铁T型槽试验平台在使用中是 与地面呈现水平的状态的,这样才可以在平台的工作面上进行工作,但是在使用的过程中,有很多的客户都是不太会进行调平的,下面就跟大家分享一下使用过程中调平的方法:
调整垫铁:只需将调整垫铁放到铸铁T型槽试验平台的下边,然后依次进行调整,调整至铸铁T型槽试验平台与地面呈现水平的状态即可,这种方法是比较简单的,一般很多的厂家都会选择调整垫铁进行调整铸铁T型槽试验平台。
调整支架:采用调整支架比较简单,可以将铸铁T型槽试验平台放置到平台的支架之上,然后使用螺栓将其进行调整,其支架的高度一般会在500-800mm之间,这个支架的规格高度也是可以根据用户的实际需求进行定制的。
千斤顶:采用千斤顶进行调整时,要记得将千斤顶配上调整螺栓进行调整,这样操作起来是比较方便的,在使用的过程中,切忌保证各个受力点的均匀受力,这样才能够更好的保证各个产品的使用寿命。
以上几种调平的方法基本都是我们威岳厂家主要向客户推荐的方法,这三种方法也是客户比较常用的方法,相对来说这三种方法的调平是非常简单、实用、方便的,在工业的使用中是主要的方法。
河北威岳机械有限公司http://www.chinaweiyue.com/致力于划线平台,铸铁焊接平台,铸铁T型槽平台,铆焊平台,电机试验平台,铸铁平台,装配平台,检验平台,落地镗床工作台,镗铣床工作台,铸铁地轨,机床铸件,大型机床铸件,机床工作台T型槽平台、铆焊平台、试验铁地板、三维焊接平台、大理石平台等机床铸件,铸铁平台,铸铁平板量具产品的生产开发,为我国的机械装备事业提供强有力的产品配套服务。真诚与生产加工制造厂家精诚合作,互惠互利,共创未来!