





 分享
分享









品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
1000 件 |
有效期至: |
长期有效 |
精度: |
1-2-3级 |
硬度: |
HB170-240 |
强度: |
HT200-300 |
详情介绍
铸造工艺规程的内容和形式铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备科学管理的依据,又是工厂工艺技术经验的结晶。
因此,铸造工艺规程编制的好坏,对铸件质量、生产效率和铸件成本起着决定性的作用。铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。
例如,大批量生产的铸件,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸件,则可以简单些。所以格式不可能统一,形式也是多种多样。
铸铁焊接平台如何防止变形呢?具体办法如下:
研磨温度对铸铁焊接平台的平面度的影响很大,大量热量的产生导致平板的变形量就会变大。所以在铸铁焊接平台的研磨过程中一定要注意控制好铸铁焊接平台研磨温度。
铸铁焊接平台在研磨中生热是普遍存在的,当铸铁机床工作台初研时,由于原始条件差,凹凸不平,当凸起部分与凸起部分研磨时,磨擦力较大,热量产生也较多,致使温度分布不均匀,所以就影响平面性。
当磨料很细时,或研磨时间过长,磨料已碎,失去切削力时,平板的附吸力就很大,产生热量也很多,对T型槽工作台平面性影响也就很大。
平面性较好、温度均匀分布的平面工件,在均匀受热时,平面变成中间凹;在均匀受冷时,变成中间凹。为了防止电机试验平台产生过多热量使平面变形,在研磨中 加充分润滑剂;当使用很细的砂子时,加适量粘度比煤油大的机油等润滑剂;并且注意勤换磨料,保持湿研磨的滚动磨擦的特点,以保持铸铁焊接平台精度不变。
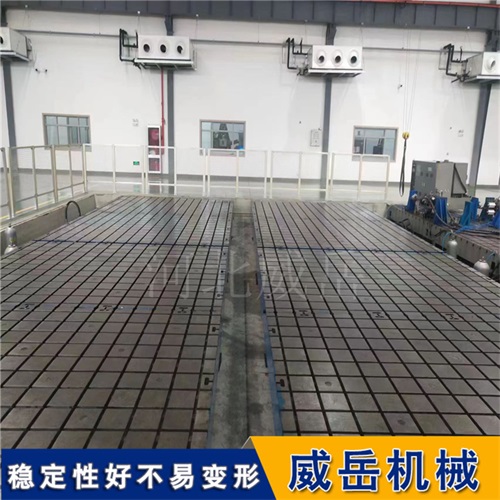
铸铁焊接平台的铸造工艺规程,一般可以分为两类:
一类是通用性的,即对铸造过程中的各个主要环节,例如,对型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个铸件都适用的)工艺规程。
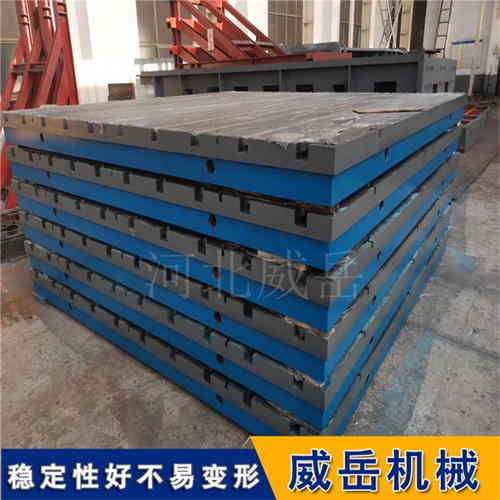
另一类是对每一个铸件,根据其各自的要求,设计出工艺图或工艺卡等。铸铁焊接平台与岩石平台的稳定性区别使用高强度铸铁HT200-300为原料的铸铁焊接平台的稳定性较比岩石平板较差,以碰撞伤痕来说,因使用具有延展性的铸铁材料,铸铁焊接平台的凹坑周围凸起,严重影响平面度及量测精度,岩石平板没有延展性,则凹坑周围不会凸起。
铸铁焊接平台与岩石平台的特性区别因铸铁材料的一些特性,铸铁焊接平台表面辐射热吸收慢,导热快,进入恒温室较快稳定,但恒温室内温度稍有变化即不稳定。
另外它可在标准室内进行整修,但遇潮湿会生锈,在价格方面通常较高。而岩石平板则在这些方面恰恰和铸铁焊接平台相反。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!